Feed Rate and Spindlee Speed for 1 Inch Drill
SPEEDS AND FEEDS
Introduction
Every metal cutting operation requires selection of proper cutting parameters for success.� As a DML TA, you need to understand basic calculations that will allow the tools you use to work as intended.
Quick Links
Example 1A: HSS drill bit (manual)
Example 1B: HSS reamer (manual)
Example 2A: HSS endmill (manual)
Example 2B: Carbide endmill (CNC)
Example 3: Counterbore or countersink (manual)
Example 4: HSS annular cutter (manual)
Example 5: Carbide parting / grooving tool (manual)
Surface Speeds Table
Drilling Feed Rates Table
Milling Feed Rates Table
Machinability of Plastics
Drilling and Milling Speeds and Feeds Document ���� [RETURN TO QUICK LINKS]
Please begin by reviewing the comprehensive course document on this topic, as it clearly explains the process of calculating these parameters for drilling and milling operations.� The governing equations are summarized below.
N [rpm] = 12 [in/ft] � V [sfm] / (π � D [in/rev])���������������� Equation (1)
where
��������� N is the rotational velocity of the tool
��������� V is the recommended peripheral velocity for the tool being used
��������� D is the diameter of the tool
f [in/min] = N [rpm] � fr [in/rev]����������������������������������������� Equation (2) FOR DRILLING OPERATIONS
f [in/min] = N [rpm] � ft [in/tooth] � m [# of teeth]������� Equation (3) FOR MILLING OPERATIONS
where
��������� f = linear feed rate of the drill / endmill [in/min]
��������� N = spindle speed [rpm]
��������� fr = feed per revolution of the drill bit [in/rev]
����� ����ft = feed per tooth of the endmill / cutter [in/tooth]
��������� m = number of teeth on endmill / cutter [integer]
Recommended Surface Speeds for Common Materials ���� [RETURN TO QUICK LINKS]
The table below contains a recommended surface speeds for common materials when using DML equipment.� These values are conservative because our primary goal is fostering a safe learning environment (for our users and our tools!), not trying to squeeze every second out of each operation.
| Material | Recommended HSS Speed, V [surface ft/min] |
| Acetal (Delrin) | 250 |
| Aluminum and its alloys | 250 |
| Brass (360 high machining) | 250 |
| Bronze (high tensile) | 100 |
| Cast Iron (soft) | 100 |
| Cast Iron (medium hard) | 80 |
| Cast Iron (hard chilled) | 20 |
| Hastelloy | 20 |
| Inconel | 25 |
| Magnesium and its alloys | 300 |
| Monel | 25 |
| High nickel steel | 50 |
| Mild steel (.2-.3 C) | 100 |
| Steel (.4-.5 C) | 60 |
| Tool steel | 40 |
| Forgings | 40 |
| Steel alloys (300-400 Brinell) | 30 |
| Heat Treated Steels | |
| � 35-40 Rockwell C | 20 |
| � 40-45 Rockwell C | 20 |
| � 45-50 Rockwell C | 15 |
| � 50-55 Rockwell C | 15 |
| � stainless steel free machining | 40 |
| � stainless work hardening | 20 |
| Titanium alloys | 20 |
| * multiply surface speeds in table by 2.5 for carbide cutting tools * | |
| * multiply surface speeds in table by 1.5 - 2.0 for HEM / HSM toolpaths * | |
� Recommended Feed Rates for 2 Flute HSS & Carbide Drills ���� [RETURN TO QUICK LINKS]
| Drill Diameter [in] | Recommended Feed per Tooth, fr [in/rev] |
| Under 1/8� | Up to 0.002 |
| 1/8� to 1/4� | 0.002 to 0.004 |
| 1/4� to 1/2� | 0.004 to 0.008 |
| 1/2� to 1� | 0.008 to 0.016 |
| 1� and over | 0.016 and up |
| * multiply feed values in table by 0.5 for difficult to machine materials, flexible toolholding or workpieces, or lighter-duty machines* | |
| * consult manufacturer�s data for more accurate carbide drill feedrates * | |
A general rule of thumb for materials which are strong enough to support the drilling process is that fr is between 1 - 3% of the drill diameter, depending on the material strength.
� Recommended Feed Rates for HSS and Carbide Endmills ���� [RETURN TO QUICK LINKS]
| Material | Recommended Feed per Tooth, ft [in/tooth] |
| Acetal (Delrin) | 0.008 to 0.030 |
| Aluminum and its alloys | 0.004 to 0.012 |
| Brass (360 high machining) | 0.004 to 0.012 |
| Bronze (high tensile) | 0.002 to 0.006 |
| Cast Iron (soft) | 0.002 to 0.006 |
| Cast Iron (medium hard) | 0.002 to 0.006 |
| Cast Iron (hard chilled) | 0.0015 to 0.004 |
| Hastelloy | 0.0015 to 0.004 |
| Inconel | 0.0015 to 0.003 |
| Magnesium and its alloys | 0.004 to 0.012 |
| Monel | 0.0015 to 0.003 |
| High nickel steel | 0.002 to 0.004 |
| Mild steel (.2-.3 C) | 0.002 to 0.008 |
| Steel (.4-.5 C) | 0.002 to 0.006 |
| Tool steel | 0.0015 to 0.004 |
| Forgings | 0.0015 to 0.004 |
| Steel alloys (300-400 Brinell) | 0.0015 to 0.004 |
| Heat Treated Steels | |
| � 35-40 Rockwell C | 0.0015 to 0.003 |
| � 40-45 Rockwell C | 0.0015 to 0.003 |
| � 45-50 Rockwell C | 0.0015 to 0.003 |
| � 50-55 Rockwell C | 0.001 to 0.002 |
| � stainless steel (free machining) | 0.002 to 0.006 |
| � stainless steel (work hardening) | 0.0015 to 0.004 |
| Titanium alloys | 0.0015 to 0.004 |
| * � table values are typical for cutters ranging from �� to 1-1/2� in size * | |
Note there are many other sources for this data, such as
Machinery Handbook
MariTool Speeds and Feeds Chart
Harvey Tool Speeds and Feeds Chart
Melin Tool Speeds and Feeds Chart
Etcetera
Drill Bit Speeds and Feeds Calculations (Manual Machine)���� [RETURN TO QUICK LINKS]
Example 1A: Calculate the speed and feed for a �″ HSS drill bit in mild steel on a manual milling machine in the lab.
First, lookup the recommended surface speed in Table 1 (V ≈ 100 ft/min) and calculate the spindle speed from Equation 2:
N [rpm] = 12 � V / (π � D)
������������� = 12 in/ft � 100 ft/min / (π � 0.25 in/rev)
���������� ���≈ 1500 rpm
����������� ��
Next lookup the recommended feed per revolution for the drill bit in Table 2 (fr ≈ 0.004 in/rev) and calculate the feed rate using Equation 3:
f [in/min] = N [rpm] � fr [in/rev]
������������ ����= 1500 rev/min � 0.004 in/rev
���������������� ≈ 6.0 in/min
Note that these speed and feed values are guidelines assuming adequate (flooded) lubrication, workpiece stiffness and drill depth less than 3 drill diameters (0.75″).� When applying oil manually (as in the lab), scale the feed and speed back to 60%, so N = 900 rpm and f = 3.6 in/min (final answer).
TIP1: Recommended peck depth when drilling less than 3xD (e.g. 3 drill diameters) with flooded coolant is one drill diameter, or when applying oil manually, or under low pressure, is 50% of drill diameter.
TIP2: When drilling deeper holes (> 3xD) without high pressure TSC (thru spindle coolant), reduce spindle speed an additional 50%.
Reamer Speeds and Feeds Calculations (Manual Machine)���� [RETURN TO QUICK LINKS]
Example 1B: Calculate the speed and feed for a �″ HSS reamer in mild steel on a manual milling machine in the lab.
TIP: Reamers should generally be run at half the spindle speed and twice the feed per revolution of the equivalent sized drill bit.
Based on the previous tip and the results from Example 1A:
N [rpm] ≈ 0.5 � 1500 rpm ≈ 750 rpm
����������� ��
f [in/min] ≈ 750 rpm � 2 � 0.004 in/rev ≈ 6.0 in/min
Note that these speed and feed values are guidelines assuming adequate (flooded) lubrication, workpiece stiffness and drill depth less than 3 drill diameters (0.75″).� When applying oil manually (as in the lab), scale the feed and speed back to 60%, so N = 450 rpm and f = 3.6 in/min (final answer).
Endmill Speeds and Feeds Calculations (Manual Machine)���� [RETURN TO QUICK LINKS]
Example 2A: Calculate the speed and feed for a 1″ diameter, 4 flute HSS endmill in aluminum using a manual milling machine in lab.
First, lookup the recommended surface speed in Table 1 (V ≈ 250 ft/min) and calculate the spindle speed from Equation 2:
N [rpm] = 12 � V / (π � D)
������������� = 12 in/ft � 250 ft/min / (π � 1 in/rev)
���������� ���≈ 950 rpm
����������� ��
Next, lookup the recommended feed per tooth (chipload) in Table 3 (ft ≈ 0.008 in/tooth) and calculate the feed rate using Equation 3:
f [in/min] = N [rpm] � ft [in/rev] � m
������������ ����= 950 rev/min � 0.008 in/tooth � 4 teeth/rev
���������������� ≈ 30 in/min
Note that these speed and feed values are guidelines assuming proper (flooded) lubrication, workpiece stiffness and depth of cut.� When applying oil manually (as in the lab), scale the feed and speed back to 60%, so N = 570 rpm and f ≈ 18 in/min (final answer).� Note also this problem assumes we peripheral milling versus plunge milling (since we never teach the students the latter in lab).
Endmill Speeds and Feeds Calculations (CNC Machine)���� [RETURN TO QUICK LINKS]
Example 2B: Calculate the speed and feed for a 1/2″ diameter, 3 flute carbide endmill if peripheral and plunge cutting in aluminum using a CNC milling machine in lab.
First, lookup the recommended surface speed in Table 1 (V ≈ 625 ft/min) and calculate the spindle speed from Equation 2:
Nperipheral [rpm] = 12 � V / (π � D)
���������� �������������= 12 in/ft � 625 ft/min / (π � 0.5 in/rev)
�������������������� ���≈ 4700 rpm
����������� ��
Next, lookup the recommended feed per tooth (chipload) in Table 3 (ft ≈ 0.004 in/tooth) and calculate the feed rate using Equation 3:
fperipheral [in/min] = N [rpm] � ft [in/rev] � m
������������ ��������������= 4700 rev/min � 0.004 in/tooth � 3 teeth/rev
�������������������������� ≈ 56 in/min
TIP: Plunging should generally be performed at 75% of the speed and 25% of the feedrate of the calculated peripheral cutting parameters.
Based on the previous tip, calculate the same parameters for plunge milling using the noted scaling factors:
Nplunge ≈ 0.75 � Nperipheral
��������� ≈ 0.75 � 4700 rpm
��������� ≈ 3525 rpm
fplunge ≈ 0.25 � fperipheral
�������� ≈ 0.25 � 56 in/min
�������� ≈ 14 in/min
Note that these speed and feed values are guidelines assuming proper (flooded) lubrication, workpiece stiffness and depth of cut.� When learning how to use the CNC, always start lower (around 60% on the spindle speed and feedrate override buttons) and work your way up as you gain confidence or purchase your own tools (lol).
Countersink Speeds and Feeds Calculations (Manual Machine)���� [RETURN TO QUICK LINKS]
Example 3: Calculate the speed and feed for a HSS countersink used to countersink a #10 clearance hole in aluminum using a manual milling machine.
TIP: Countersinking should generally be performed at 25% of the speed and the same feed per revolution as the equivalent sized drill.
First, lookup the recommended surface speed in Table 1 (V ≈ 250 ft/min) and calculate the spindle speed from Equation 2:
N [rpm] = 12 � V / (π � D)
������������� = 12 in/ft � (0.25 � 250) ft/min / (π � 0.42 in/rev) (the largest part of the countersink measures 0.42� in diameter)
���������� ���≈ 550 rpm
����������� ��
Next lookup the recommended feed per revolution for the equivalent size drill bit in Table 2 (fr ≈ 0.006 in/rev) and calculate the feed rate using Equation 3:
f [in/min] = N [rpm] � fr [in/rev]
������������ ����= 550 rev/min � 0.006 in/rev
���������������� ≈ 3.3 in/min
Note that these speed and feed values are guidelines assuming adequate (flooded) lubrication and workpiece stiffness.� When applying oil manually (as in the lab), scale the feed and speed back to 60%, so N = 330 rpm and f = 2.0 in/min (final answer).
Annular Cutter Speeds and Feeds Calculations (Manual Machine)���� [RETURN TO QUICK LINKS]
Example 4: Calculate the speed and feed for a 1″ diameter, 6 flute HSS annular cutter in �� thick aluminum on a manual milling machine in the lab.
TIP1: Since annular cutting is a plunging operation, it should generally be performed at 75% of the speed and 25% of the feedrate of the calculated peripheral cutting parameters (as with endmill plunging).
TIP2: Do not plunge an annular cutter at a feedrate less than 0.001 ipt (inch per tooth) in strain hardening materials like 304 stainless or titanium.
First, lookup the recommended surface speed in Table 1 for a 1� HSS endmill cutting aluminum (V ≈ 250 ft/min) and calculate the spindle speed from Equation 2 using the aforementioned 75% speed reduction:
N [rpm] = 12 � V / (π � D)
������������� = 12 in/ft � (0.75 � 250) ft/min / (π � 1 in/rev)
������������ �≈ 700 rpm
����������� ��
Next, calculate the feed rate used for plunging.� Remember annular cutters should be fed at approximately 25% of the feedrate for an equivalent sized endmill.� From Table 3, lookup the recommended feed per tooth for a 1″ HSS endmill (ft ≈ 0.008 in/tooth) and calculate the plunge feed rate using Equation 3:
f [in/min] = N [rpm] � fr [in/rev]
�������������� ��= 700 rev/min � (0.25 � 0.008) in/tooth x 6 teeth/rev
���������������� ≈ 8 in/min
Note: when applying oil manually, scale the feed and speed back to 60%, so N ≈ 420 rpm and f ≈ 4.8 in/min (final answer).� This is close enough to 500 rpm that I would first try this tool at the low end of high range with good oil application and see how it goes.
Lathe Part-off Operation Speed Calculation (Manual Machine)���� [RETURN TO QUICK LINKS]
Example 5: Calculate the speeds for parting off 1� diameter aluminum and 1� diameter mild steel workpieces on the lathe using the standard carbide part-off inserts.
First, lookup the recommended surface speeds in Table 1 (VALUM ≈ 625 ft/min, VSTEEL ≈ 250 ft/min (notice the 2.5 multiplier))
Next, calculate the spindle speeds from Equation 2:
NALUM [rpm] = 12 � VALUM / (π � D)
������������������� = 12 in/ft � 625 ft/min / (π � 1 in/rev)
������������ �������≈ 2375 rpm
����������� ��
NSTEEL [rpm] = 12 � VSTEEL / (π � D)
������������������� = 12 in/ft � 250 ft/min / (π � 1 in/rev)
������������ �������≈ 950 rpm
Note: since applying oil manually, scale the speeds back to 60%, so NALUM ≈ 1425 rpm and NSTEEL ≈ 570 rpm (final answer).� Note these are MAXIMUM values and lathe chuck safety must take precedence; spinning the lathe chuck at 570 rpm is about the upper limit of what we safely do in the lab, so for smaller or easier to machine workpieces, DO NOT EXCEED 600 RPM regardless of the calculation results, unless you are running a collet chuck.
TIP: IF this was being performed on a CNC lathe, typical parting feed rates vary between 0.001 in/rev (for steels) and 0.005 in/rev (for plastics).� But remember, do NOT use the power feed when parting on a manual lathe unless you own the machine!
Notes on Plastics ���� [RETURN TO QUICK LINKS]
As shown in the following chart, plastics vary widely in regards to their machinability.�
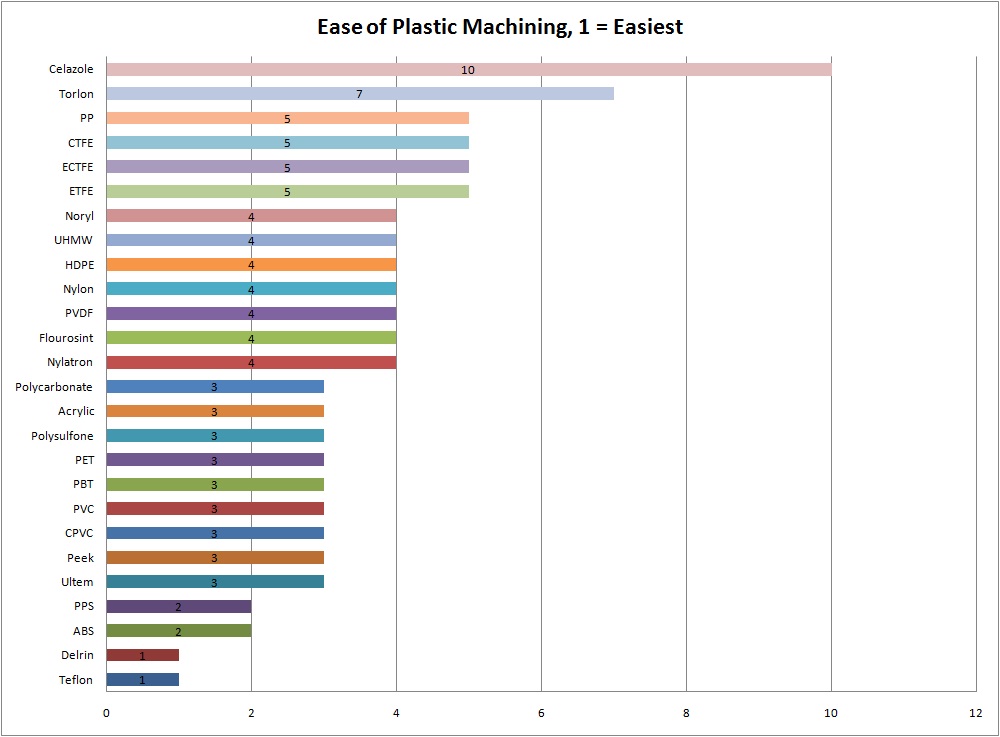
As you can see Acetal (Delrin) is one of the most machinable plastics and nylon is four times less machinable (which is why it should usually be avoided!).
TIP: When working with plastics with good machinability, use the cutting parameters for aluminum up until the point that the plastic melts.
Here are some tips on selecting plastics for machinability.
Source: https://mae.ufl.edu/designlab/Advanced%20Manufacturing/Speeds%20and%20Feeds/Speeds%20and%20Feeds.htm
0 Response to "Feed Rate and Spindlee Speed for 1 Inch Drill"
Post a Comment